Píst a kroužky
Písty patří k tepelné i mechanicky velmi namáhaným částem motoru. Proto se jejich stavu a montáži věnuje zvýšená pozornost. Při demontáži je nejlépe označit si písty i jejich polohu ve válci, aby je bylo možno při montáži umístit do stejné polohy, jakou měly před demontáži.
Tabulka 29. Písty, pístní čepy, pístní kroužky. Technická data
(mm)
| průměry náhradního pístu s normálním rozměrem, měřeno kolmo k ose pístního čepu 39,5 mm ode dna pístu: |
| třída A 64,94 až 64,95 |
| třída C 64,96 , až 64,97 |
| třída E 64,98 až 64,99 |
| Nadmíra pro náhradní píst průměry otvoru pro pístní čep 0,2; 0,4; 0,6 |
| Třída 1 19,982 až 19;986 |
| Třída 2 19,986 až 19,990 |
| Třída 3 19,990 až 19,994 |
| Výšky drážek pístních kroužků: |
| 1. drážka 1,785 až 1,805 |
| 2. drážka 2,015 až 2,035 |
| 3. drážka 3,957 až 3,977 |
| Průměry normálních pístních čepů: |
| Třída 1 19,970 až 19,974 |
| Třída 2 19,974 až -19,978 |
| Třída 3 19,978 až 19,982 |
| Nadmíra náhradního pístního čepu 0, 2 |
| Tloušťky pístních kroužků: |
| 1. těsnicí 1,728 až 1,740 |
| 2. polostírací 1,978 až 1,990 |
| 3. stírací (se zářezy a rozpínací pružinou) 3,925 až 3,937 |
| Vůle mezi pístem a stěnou válca, měřeno kolmo k ose |
| Pístního čepu 39,5 mm ode dna pístu (při montáži) 0,050 až 0,070 |
| Vůle pístního čepu v pístu (při montáži) 0,008 až 0,016 |
| Axiální vůle pístních kroužků v drážkách (při montáži) |
| 1. těsnicí kroužek 0,045 až 0,077 |
| 2. polostírací kroužek 0,025 až 0,057 |
| 3. stírací kroužek 0,020 až 0,052 |
| Vůle v zámku pístních kroužků vložených do válce (při montáži) : |
| 1. těsnicí 0,20 až 0,35 |
| 2. polostírací 0,20 až 0,35 |
| 3. stírací 0,20 až 0,35 |
| Nadmíra náhradních kroužků 0,2; 0,4; 0,6 |
Po demontáži je třeba písty nejdříve
očistit, vyjmut pístní kroužky a ze všech míst odstranit karbon. Drážky pro
pístní kroužky se nejlépe čistí kouskem starého zlomeného kroužku. Po
očištění se přeměří písty i válce. Píst se měří ve vzdálenosti 39,5 mm ode
dna pístu v rovině
kolmé na osu pístního čepu (obr. .141 ) .
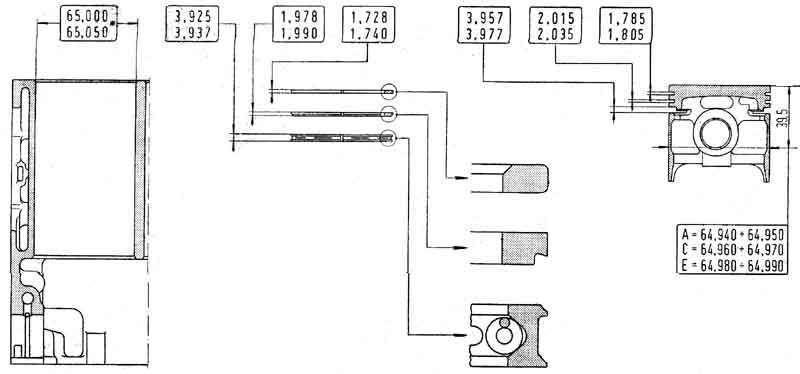
Obr. 141 Základní rozměry válců, pístů a pístních kroužků.
Průměry válců jsou odstupňovány do tříd po 0,01 mm
Výrobní rozměry normálních pístů a pístních kroužků jsou uvedeny na obr. 141. Písty jsou tříděny v závislosti na výrobních tolerancích do 3 skupin-, A, C, E. Označení skupiny je vyraženo na spodní části pístu (obr. 142). Při případném odebírání materiálu pro odlehčováni pístu se označení skupiny pístu i otvoru pro pístní čep zničí, a proto je nutno píst znovu označit.

Obr 142. Označení ojnice a pístu
1 - označení třídy pístu pro montáž do válce; 2 - označení třídy pístního čepu; 3 - číslo válce, do něhož ojnice patří;
Jak již bylo uvedeno, i válce jsou roztříděny a označeny. Aby bylo možno dosáhnout požadovaných montážních vůlí, je nutno montovat píst do válce se stejným označením, tj.
píst skupiny A do válce A nebo bez označení,
píst skupiny C do válce B nebo C,
píst skupiny E do válce D nebo E .
Obr. 142.
Označení ojnice a pístu 1
- označení třídy pístu pro montáž do válce; 2 - označení třídy pístu pro
montáž pístního čepu; 3 - číslo válce, do něhož ojnice patří Každý píst je
tedy možno používat pro dvě toleranční třídy válců. Dalším kritériem pro
třídění pístů je výrobní tolerance otvoru pro pístní čep
(viz obr. 143). Číselné označení
je vyraženo opět 'na spodní části pístu. Obdobně jsou tříděny i pístní čepy.
Montážní vůle mezi pístním čepem a otvorem pro čep je 0,008 až 0,016 mm. Tuto
vůli lze kontrolovat ručním zatlačením čepu potřeného řídkým olejem do otvoru v
pístu. Po natočení pístu nesmí čep vyklouznout vlastní hmotnosti. Je tedy nasazen
do pístu volně otočně.
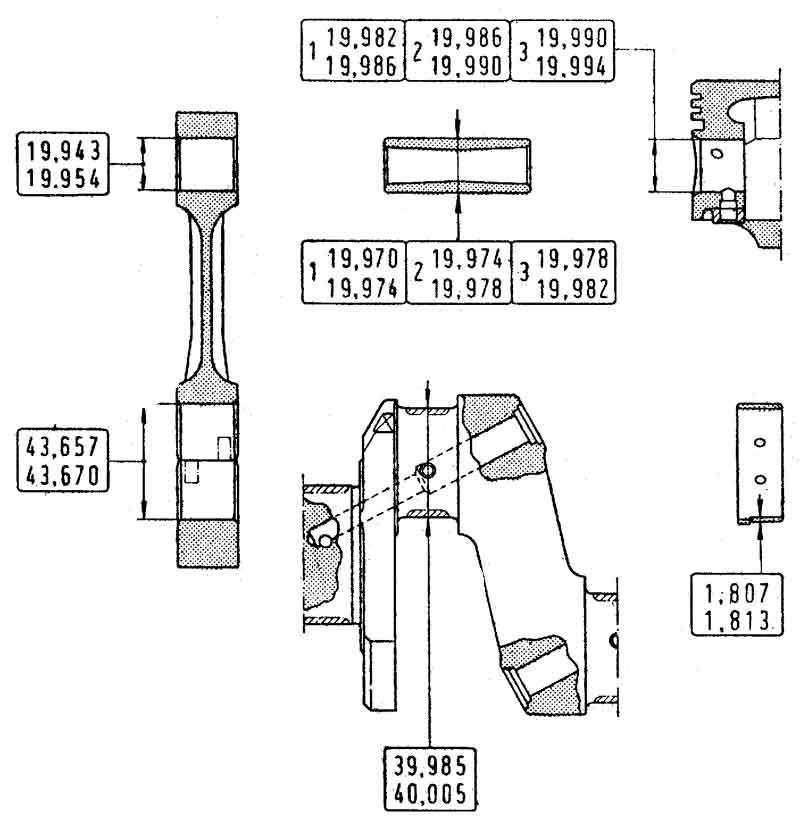
Obr. 143 Základní rozměry ojnice, jejího ložiska a čepů. Píst a pístní čepy.
Píst je opatřen třemi pístními kroužky, z nichž každý má jinou funkci i tloušťku. Horní těsnicí kroužek je nejtenčí a má zaoblené vnější hrany. Prostřední je polostírací a montuje se tak, aby zkosená hrana směřovala k spodnímu pístnímu kroužku. Spodní, nejsilnější kroužek, opatřený otvory a vnitřní pružinou, je stírací . Všechny pístní kroužky se musí ve svých drážkách volně pohybovat, avšak jejich. axiální vůle v drážce nesmí
být větší než 0,077 mm. Vůle se měří lístkovou měrkou. (obr. 10) její dodržení je značně důležité. Při nadměrné axiální vůli se kroužky rychleji opotřebovávají. Volné kroužky přečerpávají olej do spalovacího prostoru. Naopak při nedostatečné vůli kroužky váznou a netěsní. V obou případech dochází k nadměrnému opotřebení pístu i válce, olej proniká do spalovacího prostoru, kde se spaluje (motor kouří), a samozřejmě se snižuje kompresní tlak,. tím klesá i výkon a stoupá spotřeba.

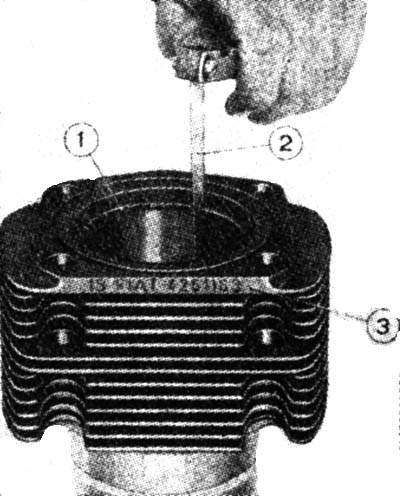
Obr. 10 Měření vůle pístního kroužku v drážce
1 - pístní kroužek; 2 - píst; 3 - lístková měrka;
Obr. 11 Měření vůle v zámku pístního kroužku
1 - pístní kroužek; 2 - lístková měrka; 3 - válec;
Namontované pístní kroužky mají mít předepsanou vůli v zámku (mezi oběma konci kroužku) - viz tab. 29. Vůle se měří lístkovými měrkami (obr: .11). Zámky kroužků nesmějí být nad sebou, ale musí být vzájemně pootočeny o 120°, aby nedocházelo k profukování , a tím k poklesu těsnosti.
Při výbrusu je nutné použit nové písty a pístní kroužky s příslušnými nadmírami, které jsou shodné s nadmírami výbrusu. Tyto písty již nejsou tříděny podle tolerancí .
Pístní čepy se vyrábějí pouze ve dvou rozměrech. Základní a s průměrem zvětšeným o 0,2 mm, opět již bez dalšího třídění.
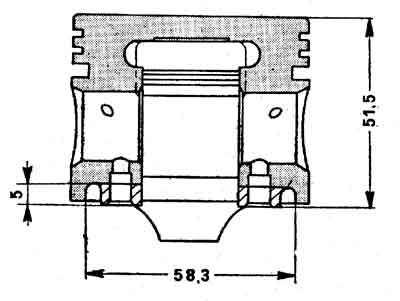
Obr. 144 Místo přípustného odebírání materiálu pístu při změně jeho hmotnosti
Před namontováním pístu do válců - původních i nových - je nutné písty převážit. Největší přípustná tolerance v hmotnosti pístu je +- 2,5 g. U pístu, který nespadá do této tolerance, je třeba odebrat materiál soustružením nálitku na spodní části pístu. Při tom nesmí být překročen rozměr 5 mm {viz obr. 144). Nové písty zakoupené v sadě jsou již hmotnostně tříděny. Kontrolní úkony jsou obdobné jako u vozu Fiat 128 (odst. 4.2.4).