Blok motoru
Blok motoru je odlit ze speciální legované litiny. K jeho spodní části je přišroubováno spodní víko motoru, vylisované z ocelového plechu. Mezi spodním víkem motoru a blokem je umístěno ploché těsnění, které je na koncích klikového hřídele nahrazeno těsněním o čtvercovém průřezu: Klikový hřídel je na obou koncích utěsněn hřídelovými kroužky (Gufero ).
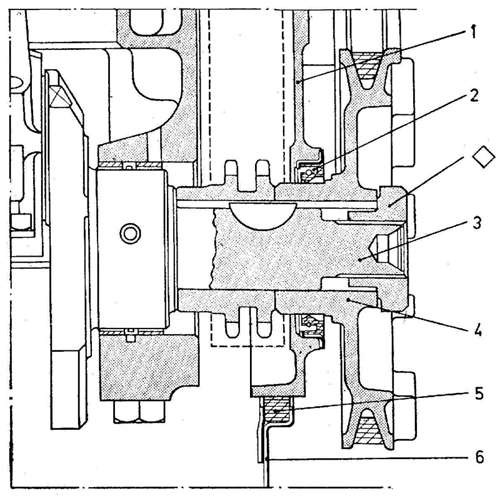
Obr. 134. Uložení klikového hřídele na straně rozvodových
kol
1 - víko rozvodu; 2 - těsnící kroužek; 3 - klikový hřídel; 4 - řemenice;
5 - těsnění spodního víka motoru; 6 - spodní víko motoru; dotahovací
moment matice řemenice je 98 Nm ;
Výměna hřídelových kroužků: Kroužek na straně rozvodu je umístěn v krytu rozvodu (obr. 134). Po povolení matice řemenice klikového hřídele a stažení řemenice je možné těsnicí kroužek vyjmout (opatrně vypáčit z krytu) . Při nasazování nového těsnicího kroužku je třeba pracovat se zvýšenou opatrností, aby nedošlo k poškození tří středících prvků krytu které zajišťují správnou polohu těsnicího kroužku. Kroužek na stran setrvačníku je možné vyměnit jen po rozpojení motoru a převodovky. Po sejmutí setrvačníku (obr. .135) a uvolnění víka lze těsnicí kroužek vyjmout Při nasazování nového kroužku opět pozor na středící prvky víka (obr. 136)
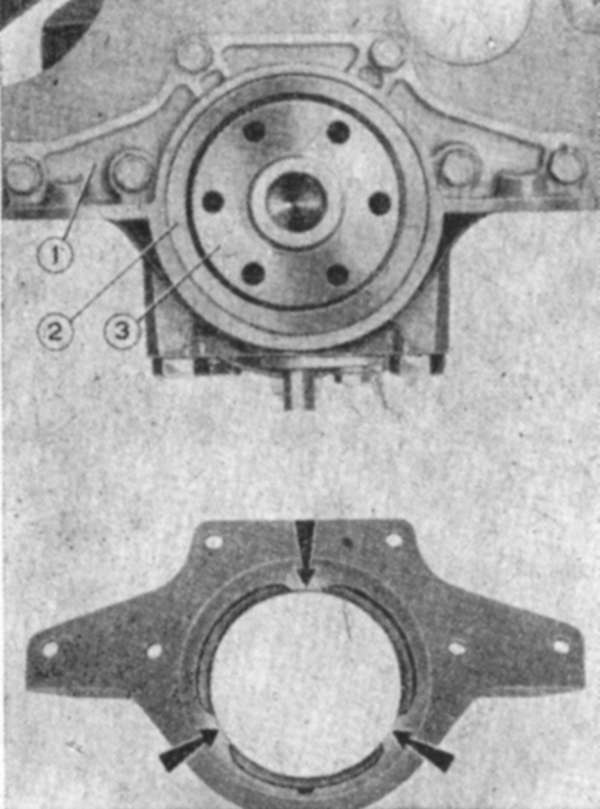
Obr. 135 Uložení klikového hřídele na
straně setrvačníku
1- šroub víka; 2 - víko; 3 - setrvačník; 4 - těsnící kroužek; 5 - těsnění
spodního víka motoru; Dotahovací moment šroubu setrvačníku 39 Nm

Obr. 136 Víko pro těsnící
kroužek na straně setrvačníku
1 - víko pro těsnící kroužek; 2 - těsnící kroužek; 3 - příruba
klikovéh ohřídele pro našroubování setrvačníku; šipky ukazují středící
výstupky víka
Demontovaný blok se nejlépe očistí v
ohřáté vodní lázni s rozpuštěnou sodou .Blok motoru se ponoří asi na 30 min do roztoku vody se sodou o teplotě
asi 80-85 °C .Po vyjmutí bloku z lázně se roztok vstřikuje do vnitřních mazacích
kanálů, aby se odstranily ulpívající zbytky. Pro vyčištění olejových kanálů je
možno použít také puškařské vytěráky a profukovat stlačeným vzduchem, jímž se
pak osuší celí blok.
Dokonale vyčistit mazací a vodní kanály je
možno pouze po odstranění zaslepovacích zátek. K vytlačení zátek se použije
normální trn, který je v nářadí vozu. Zpětné zasazení zátek vodního okruhu se
provádí pomocí plochého kotouče. Zátky olejových kanálů a kanálů odvzdušnění
klikového prostoru se zasadí speciálním přípravkem. Pro běžnou práci lze
doporučit demontáž zaslepovacích zátek jen v krajním případě.
Po odstranění nečistot a osušení se profouknou stlačeným vzduchem olejové kanály, nejlépe po vyjmutí zaslepovacích zátek těchto kanálů.
Kontrola bloku
je obdobná jako u modelu Fiat 128 .
Podle skutečných průměrů vrtání se dělí válce do
3 skupin :
A - O 65,000 až 65,010 mm,
C - O 65,020 až 65,030 mm,
E - O
65,040 až 65,050 mm.
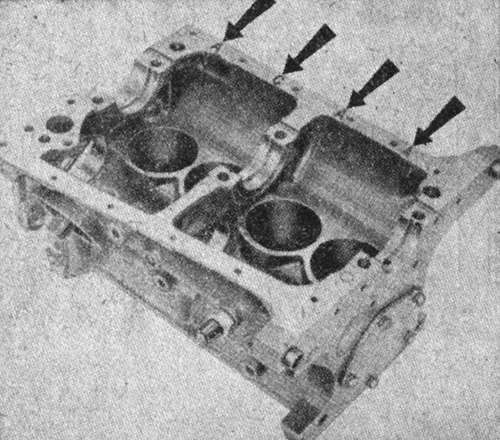
Písmeno odpovídající třídě, do které je válec zařazen, je u příslušného válce vyraženo na přední dotykové ploše bloku a spodního víka motoru (obr. .137).
Obr. 137
Toto roztřídění je důležité při výměně pístu, který je nutno vybrat s ohledem na skutečný rozměr příslušného válce. Průměr válce se měří ve třech rovinách přeným číselníkovým úchylkoměrem (nahoře, , uprostřed, dole), a to ve dvou na sebe kolmých směrech, tj . v podélné a příčné ose motoru (obr. .138).
Není-.li opotřebeni válce nebo změřená ovalita větší než 0,15 mm, lze: válec opravit honováním: Při zjištění většího opotřebení je nutné provést výbrus na nejbližší nadmíru, vyšší, než je největší hodnota opotřebení.
Hodnoty nadmíry nad základní
průměr válce jsou
I. nadmíra 0,2 mm
II. nadmíra 0,4 mm
III nadmíra 0, 6 mm.
Nestačí-li průměr zvětšený o 0,6 mm, je nutné do válce zalisovat novou vložku vyrobenou z vysokolegované litiny.
Do vybroušených válců musí být montovány písty odpovídající nadmíry, tj, o průměru zvětšeném o 0,2; 0,4 a 0,6 mm. Totéž platí i o pístních kroužcích.
Horní dosedací plocha bloku musí být dokonale rovná. Eventuální nerovnost se musí odstranit při minimálním odebrání materiálu; po celé ploše.
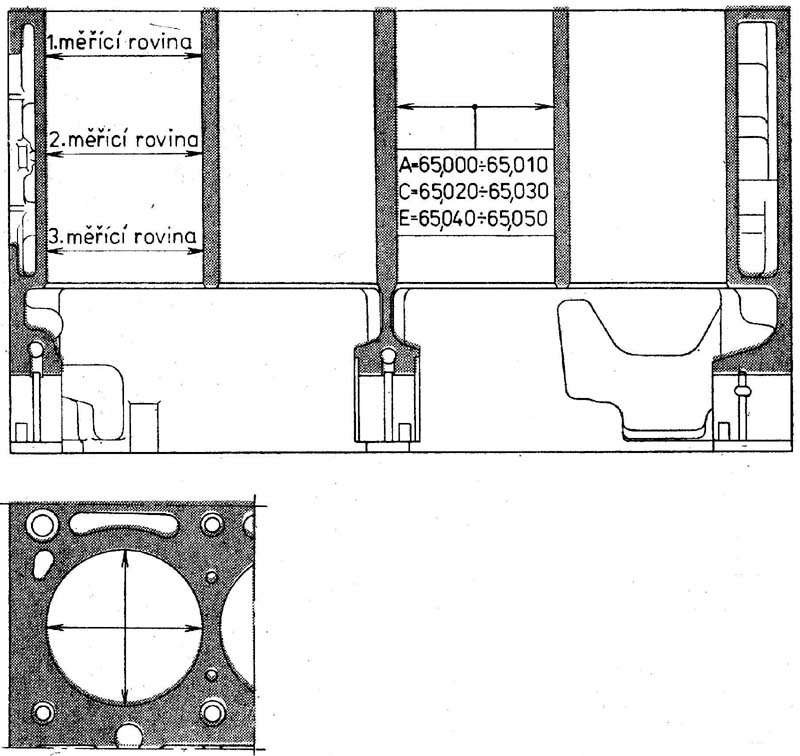
Obr. 138 Schéma měření průměrů (vrtání) válců